Top Dog Entry: Mark Wisniewski, East Coast Automation
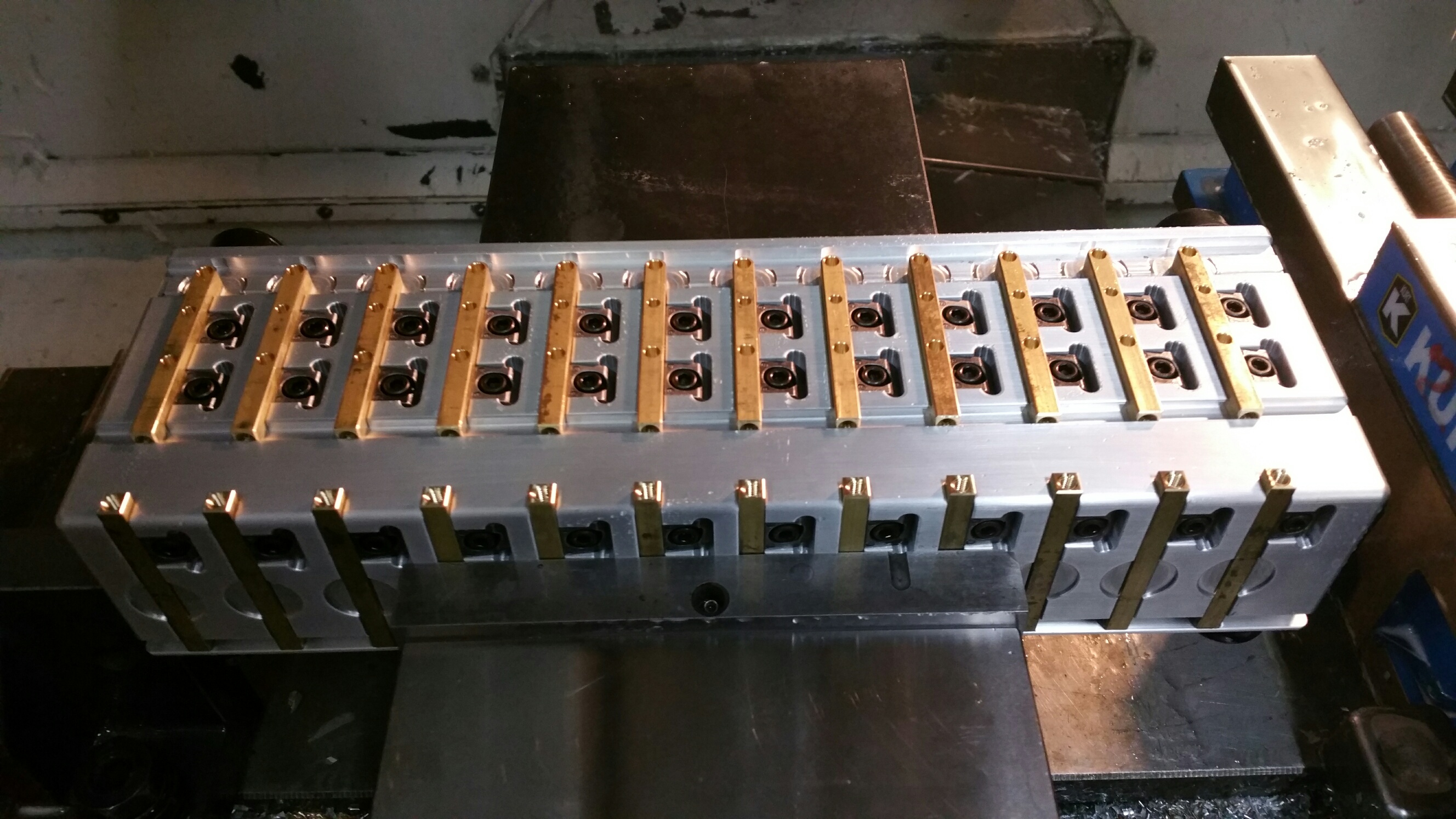
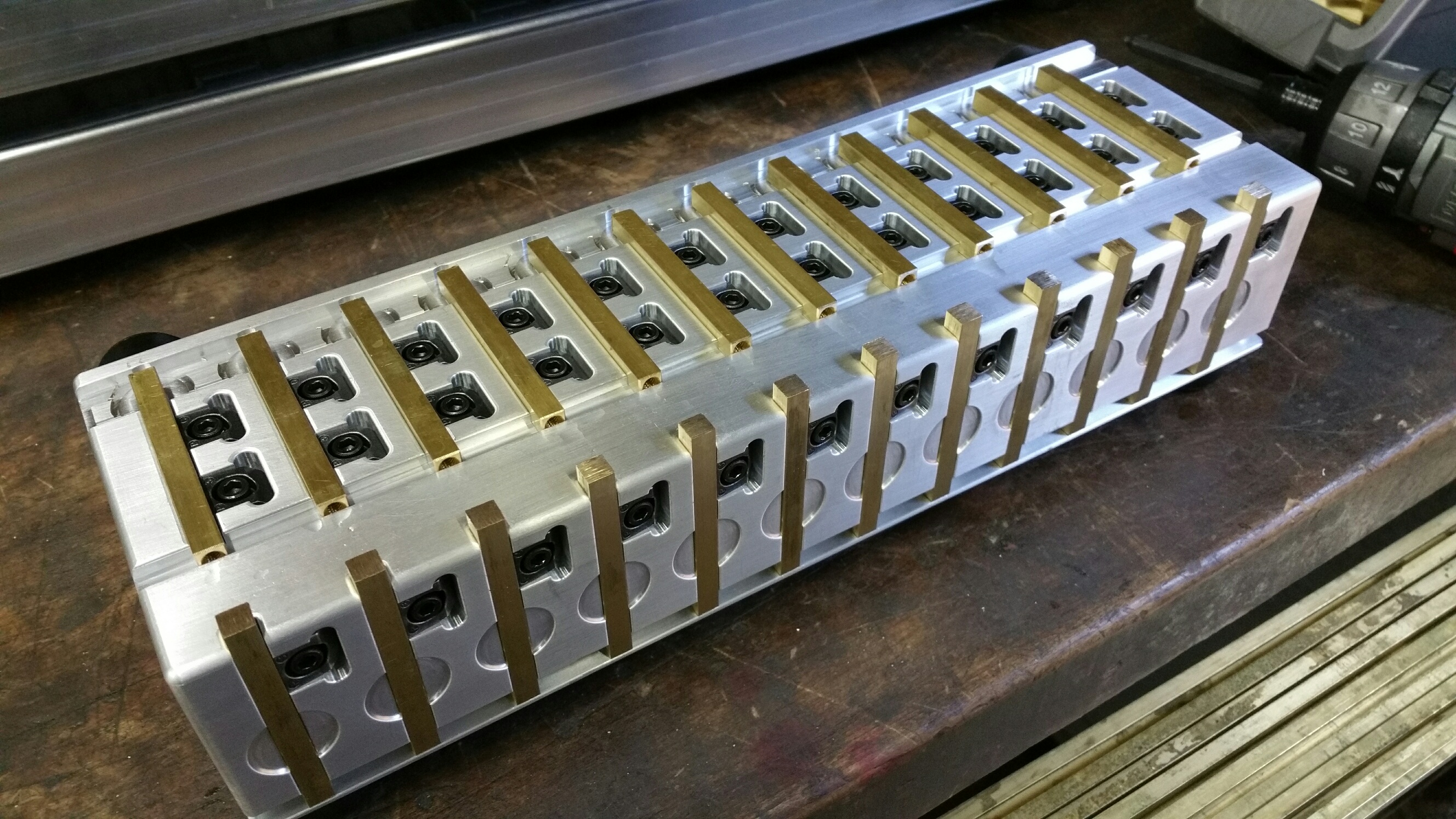
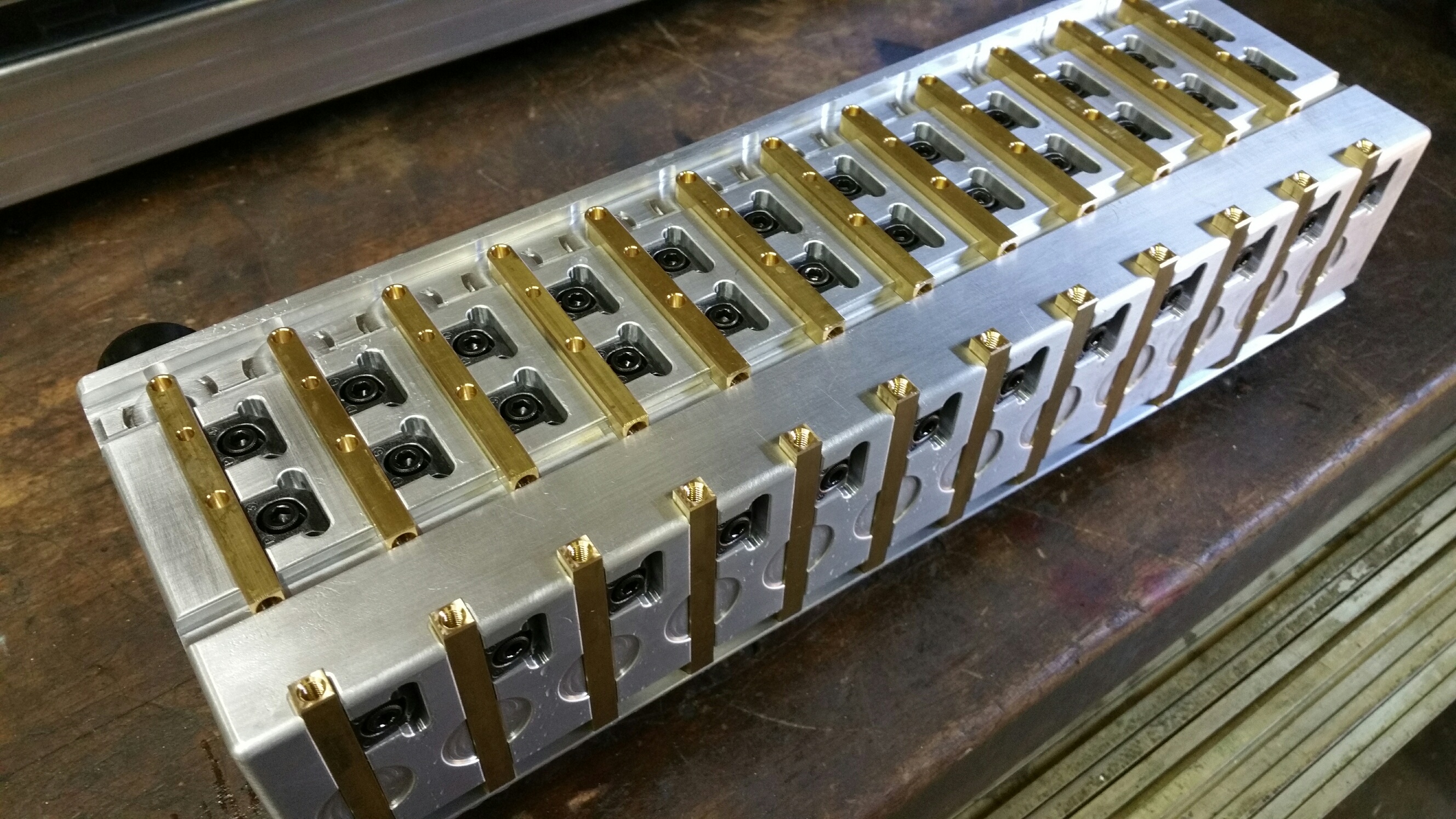
1, fixture holds 24 parts 12 in the vertical and 12 horizontally
2, The parts on the front (vertical ) are recessed .010 in. This face is also the datum of the fixture and clamped against the fixed jaw of the vise.
3, The parts on top of the fixture stick up .125 in. This allows for machining a chamfer all around the top edge.
4. The locating surface on the bottom front edge and is also relived. 1/32 of an inch to allow for the burr from cutoff to clear the locating surface. This saved pre-deburring before loading into the fixture.
5, The top face also has relief for the cutoff burr.
6, The spacing is 1 in. And the top and face slots are lined up. This makes arraying easy.
7, I have rubber feet on both the bottom and back face. They are spread out to the ends of the fixture and don’t interfere with clamping into the vise.
8. The other benefit of having the rubber feet is it keeps the 2 reference surfaces off the bench will loading and transferring parts. It is also easy to pick up.
9. All edges are radiuses. They help keep dings from our in handling. They also feel good when handling.
10, The front surface has 12 spot faces they are .03 deep and when loading the parts allows you to push down on the surface of the part to make sure they are fully home.
11, I used a Milwaukee 2402-20 fuel set at 9 to tighten the clamps.
12 The fixtures are made from 6061 aluminum. So I used E-Z LOCK 329-008 steel inserts for 8-32 screws.These I set as close to flush to the bottom of the Pitt bull Clamp pockets as I could.
13. I added an additional oring to help lift the clamps out of the way for loading.
14. There were only 7 tool changes needed for each load. The old way would have been 108 tool changes.
15 The parts took 75 sec ea. Including swapping fixtures.
The savings in time wear and tear on the tool changer are great. The other nice thing about spreading out the parts is the machine wear on the ways is also distributed.
I highly recommend the pit bull clamps.





-

- Old fixture 2

-
- Old fixture

View Our Catalog